Can You Schedule Both Halves of Engineer–To-Order?
In engineer-to-order environments, managers and schedulers must give customers realistic estimates on when their designs, test results, and final product will be available. This visibility requires insight into the entire process, including both engineering and production. Where can you get this kind of visibility? In ETO environments, this paper discusses advantages, disadvantages, and overall fit of:
- Project management software
- ERP/MRP software
- Advanced planning and scheduling software
Scheduling Both Halves of EngineerTo-Order
Charles J. Murgiano, CPIM, WATERLOO MANUFACTURING SOFTWARE
Introduction
In today’s competitive business environment, manufacturers must deliver product on time, which exactly meets customer requirements. Engineer-to-order (ETO) manufacturers are no exception.
Their custom design capability usually results in meeting customer product requirements. However, the ETO process often results in late deliveries and unhappy customers. Software that coordinates the schedules of both the engineering and manufacturing functions would do much to remedy this problem. Until recently, no such software existed.
ETO customers are often large industrial companies that need machinery, tooling or instrumentation designed to fill specific, demanding roles in their businesses. ETO manufacturers usually provide complex assemblies to satisfy the functional demands of these applications. These assemblies often contain multiple major components, engineered and fabricated directly by the ETO manufacturer.
Large customers, demanding applications and complex products make for a challenging engineering and manufacturing environment. Unique designs force many tasks to be done for the first time, compounding the challenges. In this environment it is easy for assignments in both engineering and manufacturing to take longer than necessary. These delays can throw the best plans into disarray.
In an ETO environment, scheduling coordination is crucial. Managers and schedulers must have visibility into the entire production process, from engineering through manufacturing. They must give customers realistic estimates on when their designs, test results, and final product will be available. When problems occur, they must take the appropriate corrective action to keep the process on schedule.
Unfortunately, software limitations have led the manufacturing and engineering functions to pursue different paths. Often manufacturing departments have turned to MRP for help. Frequently engineering departments have relied on project management software.
Both MRP and project management software have their own limitations. When an ETO manufacturer tries to use both approaches, coordination can suffer terribly. This paper discusses a better way.
Little to Gain from MRP
Popularized in the 1960’s, MRP software has been helping manufacturers manage their production facilities for years. At the core of MRP is the bill of material (BOM) and the backward scheduling of bill of material items, offsetting by their lead times. The diagram and example below illustrates this concept.
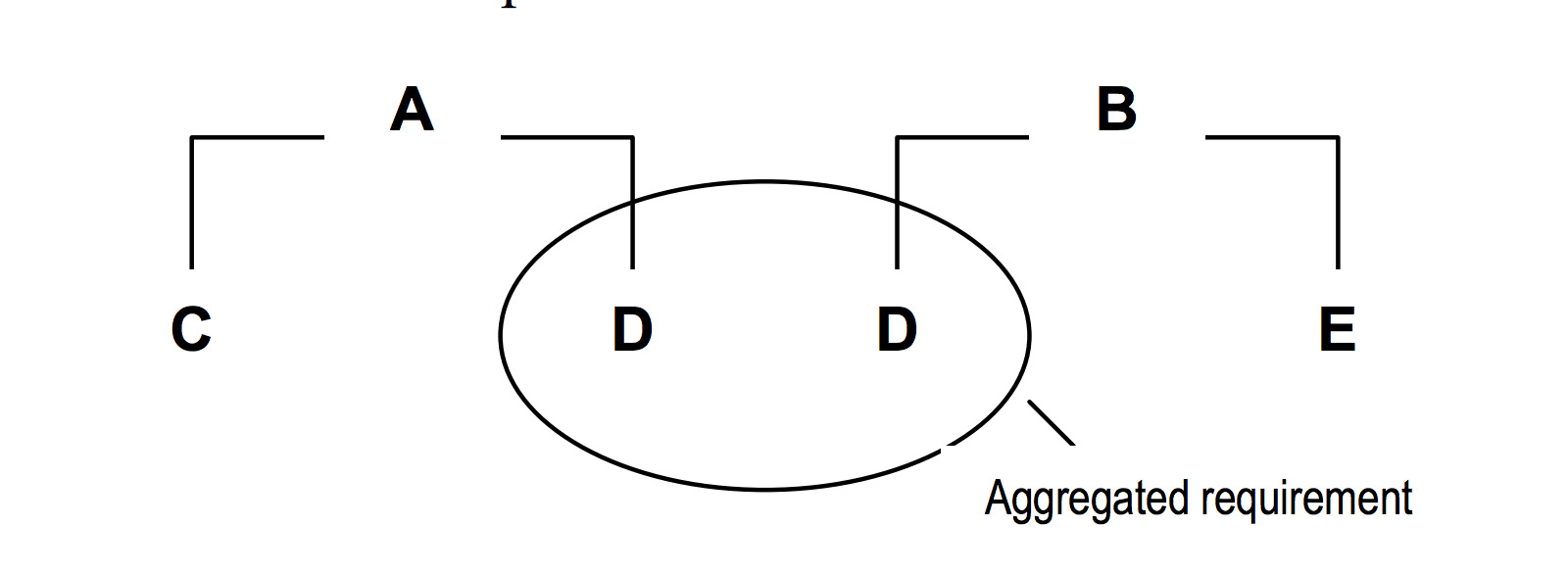
The diagram pictures two product structures. Item A is an assembly made from items C and D. Item B also is an assembly, made from items D and E. Therefore, item E is a common component.
If there is demand for items A and B, MRP will generate orders for these items. MRP will infinitely backward schedule the orders for items A and B from the due dates of the demands, offsetting by each items’ standard lead times. MRP will then check to see if there is sufficient inventory of items C, D, and E available to support the assembly. If not, it generates appropriate orders for each component. MRP will aggregate the demand from item A and the demand from item B into one order for item D. MRP will infinitely backward schedule the components from the scheduled start dates of the assemblies.
At first glance, it appears that MRP holds some promise.
1. First, when MRP issues one aggregated requirement for item D, it reduces paper work. A single aggregated requirement for item D ensures that the shop floor will setup and run item D in an appropriate quantity, eliminating potentially wasteful extra set ups.
2. Second, the explicit identification of all of the items in the BOM allows MRP to do a good job of tracking and controlling inventory for both of the assemblies and their components.
3. Third, the BOM gives ETO manufacturers a way to define their product structures. Each component in the ETO assembly is an item in the BOM. When MRP receives a requirement for the final assembly, it assigns and schedules an order for each item in the BOM.
However, while conceptually appealing, MRP does not provide real benefit in ETO environments. ETO companies usually design and manufacture major components to individual customer orders. Since each component is unique, ETO companies reap no benefit from the aggregation. Also, ETO companies would never stock inventory of these major components, so monitoring inventory is not a big issue. Most importantly, use of the BOM and MRP’s infinite backward schedule obscure visibility. Manufacturers cannot see the impact of any one component on the final delivery date, crucial in ETO situations.
MRP’s backward schedule assumes that there is enough capacity available to complete the orders within their lead times. Clearly this is not always the case. If there is insufficient capacity or a shop floor problem, MRP cannot predict item D will be late. It does not know that item D is late until its due date is past. Furthermore, unless MRP is rerun, it does not recognize that lateness in item D will affect the delivery of items A and B. Even if MRP is rerun, and an imbalance between supply and demand highlighted, it is unclear exactly how late items A and B will be. The more levels there are in the BOM, the harder it is to predict the impact of any one component on delivery.
Project Management Software – For Engineering Only
Project management software was developed in the 1950’s and initially used to schedule the development of large weapons systems for the Department of Defense. These weapons systems typically had huge, high value engineering contents and small manufacturing contents. Given this history, it is not hard to realize that project management software is deficient at ETO companies where engineering and manufacturing are more equal in importance.
Project management software allows users to input and schedule finite resources. However, its approach best fits the modeling of resources like the labor required for completing an engineering task.
In typical manufacturing environments, there is a need not only to model labor, but also to model machines, tooling, and material as well. Manufacturers need the greatest control over machines and tooling, since these items give them the highest return on investment and consume most of their capital costs. Manufacturers need software that shows them graphical views of how they scheduled individual machines and tools. They need software that can pick from multiple similar pieces of equipment that can do the same task. This choice of machines should consider machines that run at different rates and setup penalties based on what is previously running on the machine. The software should also pick downstream machines based on the machines picked in previous operations.
Project management software typically has none of these capabilities. Project management software’s approach to scheduling multiple projects competing for the same resource is usually too simplistic to be of much value in a manufacturing environment. Typically, project management software schedules all projects forward, assuming infinite capacity. The scheduler then has two options.
1. First, he or she can look at resource profiles and manually adjust operations on overloaded resources. This option provides little advantage over MRP’s capacity requirements planning and in large factories can require prohibitive amounts of intervention.
2. Second, the scheduler can invoke an automatic “leveling” algorithm. This leveling algorithm shifts certain projects out in time to correct for overloads. Project management leveling algorithms typically are very simplistic. They do not group like work to reduce set ups or consider other manufacturing issues that affect the sequence in which operations should be run.
Project management software’s features are inadequate when projects require the manufacture of more than one piece. After the initial design work is done, this is often the case in ETO environments. Project management software typically does not handle standards expressed in time per piece or pieces per hour, per unit conversions, operation overlaps based on pieces complete, and production reported in pieces.
In any kind of scheduling environment the ability to obtain and manipulate data is important. Project management software was designed to handle relatively few projects, each with potentially many operations. However, in an ETO environment, there are usually many orders, each with relatively few operations. Less than 100 operations is the norm. The mechanisms in project management software available for manipulating data structured in this manner can be limiting.
In addition, software used for manufacturing scheduling typically obtains much of the data it needs from systems and databases. Examples are standards and routing data obtained from a routing database, customer orders from an order entry module, and production reporting from a shop floor data gathering system. Project management software has a generic interface that does not explicitly link to these databases and systems
A New Approach
Advanced finite capacity planning and scheduling (APS) software lets ETO companies effectively schedule both engineering and manufacturing. Like project management software, it replaces MRP’s BOM and allows users to schedule forward in time. Unlike project management software, APS contains features for scheduling the complexities of both engineering and manufacturing.
Instead of MRP’s BOM, APS uses a bill of operations (BOO) to model the product structure. A BOO represents all the steps in the design and manufacture of an ETO item as a single order. This allows the software to easily show how lateness in one operation affects other components. For the single order to represent the ETO design and manufacturing process, it is crucial that the software used have the following modeling features:
The ability to define multiple previous operations for an operation. This delays assembly until sufficient quantities of different components are completed.
The ability to do per unit conversions on an operation. This feature, not typically available in project management software, models relationships other than one to one for components and assemblies.
The ability to overlap operations. This is important when manufacturing an ETO item in a quantity greater than one. It allows subsequent operations to start before previous operations are totally completed. Although project management software contains overlap features, it is usually not based on pieces.
The ability to specify the duration of an operation as either a fixed time or as a time per unit. This feature effectively models manufacturing, design and material operations. Project management software does not typically have time per unit capability
The ability to specify multiple operation constraints or capacity limits (e.g., machines, manpower, tools, material, etc.) to effectively model the complexity of the limited manufacturing, material, and design capacity. MRP software typically doesn’t consider finite capacity while project management software usually only considers manpower.
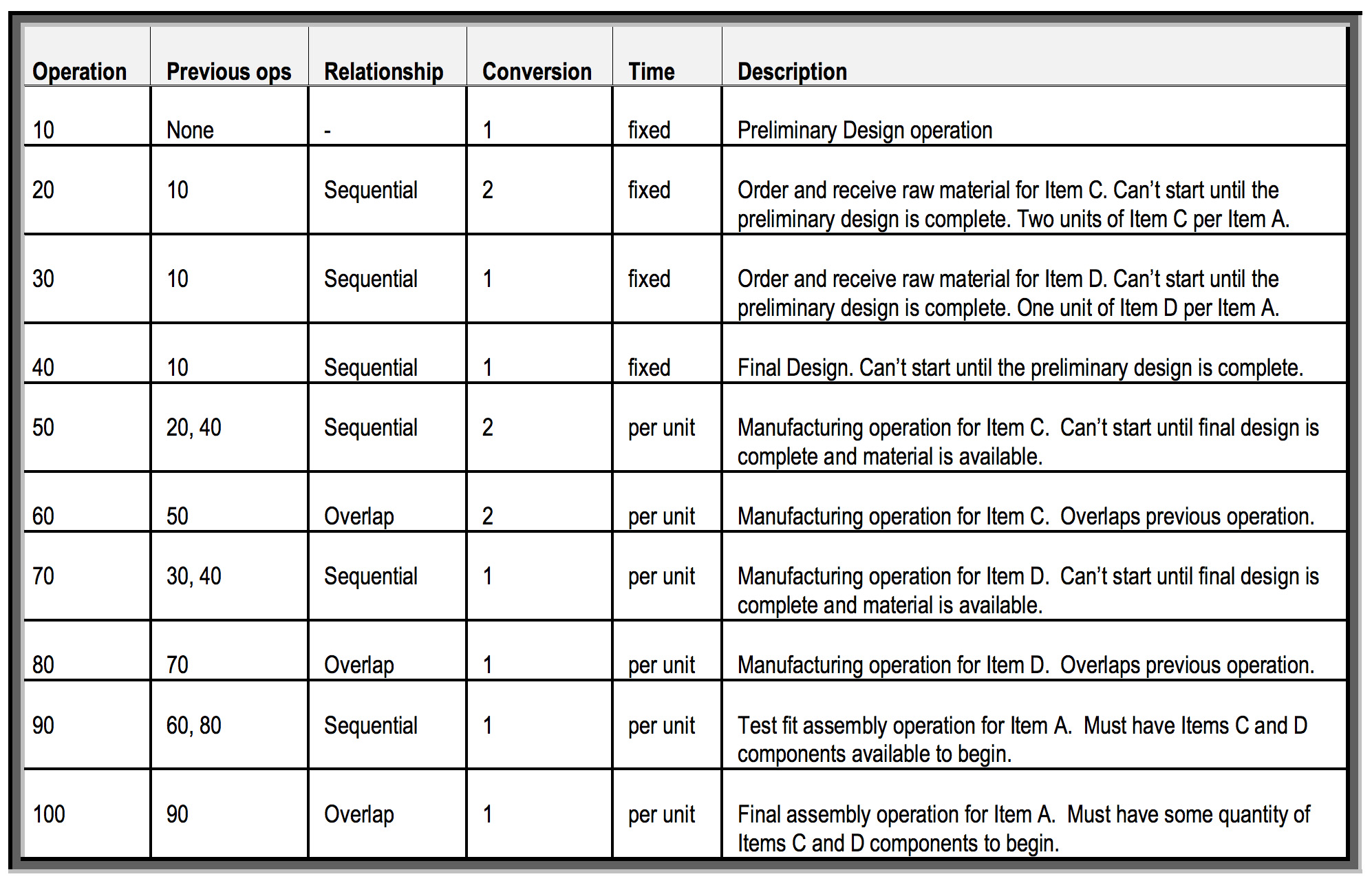
An example of a BOO for 100 units of item A is shown in the diagram below. It pictures engineering and two major components (i.e., C and D), and their associated operations, which are assembled into item A. In addition, the table show below describes the BOO’s detailed relationships among the component’s operations for 100 units of item A.
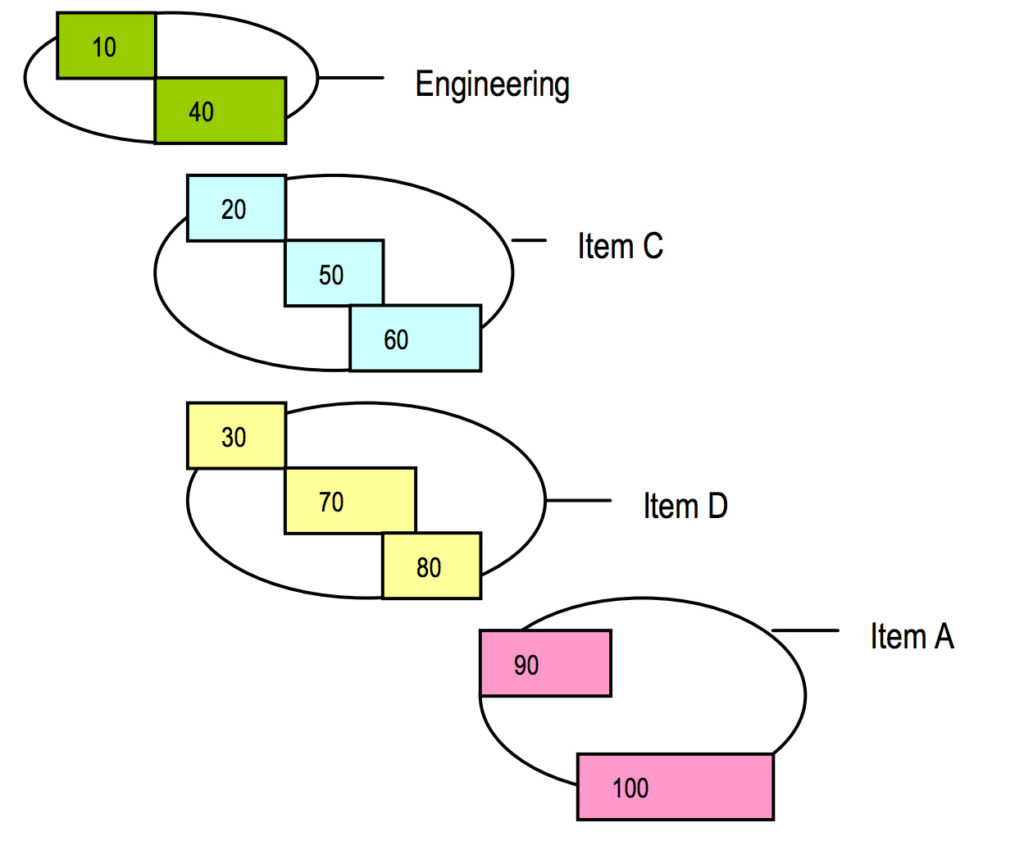
If MRP were to model the ETO item in shown in the diagram, instead of one order, at a minimum, it would use eleven orders. There would be orders for each of the three raw materials. There would be orders for the preliminary manufacturing of each of the three components. There would be an order for the test assembly. There would be orders for the final manufacturing for each of the three components. There would be an order for the final assembly.
For ETO manufacturers, therefore, use of a BOO instead of MRP’s BOM can do much to simplify the modeling of the product structure. This simplification will result in significant decreases in the manpower and computer time required to maintain the system and it will also provide a considerable cost savings. However, simply using a BOO will not provide ETO companies the capability they need to coordinate engineering and manufacturing and improve delivery. ETO companies need the scheduling power of advanced planning and scheduling software (APS).
APS software provides realistic estimates into when particular customer orders will be complete both in engineering and in manufacturing. To generate these realistic estimates, APS schedules forward in time, while considering the operation’s material, machine, tooling, and manpower resources. MRP does not schedule forward and project management software does not model resources well, other than labor. Unlike either MRP or project management software, APS software helps properly sequence operations in manufacturing. It allows schedulers to trade off grouping like work together to minimize set up and improve efficiency, versus increasing inventory and potentially missing delivery dates.
When estimated completion dates are later than acceptable, APS highlights these violations. Late work might come from capacity limitations or the problems that inevitably occur in engineering and manufacturing environments. These problems include engineering delays, sudden rush orders, personnel calling in sick, machines breaking down, or vendors failing to deliver on time. APS software gives companies a way to work around violations. Schedulers can try multiple what-if options and pick the one which best meets the needs of the organization.
Summary
Advanced finite capacity planning and scheduling software is the best software tool available for scheduling in an ETO environment. Unlike MRP, APS software can finitely forward schedule the entire design and manufacturing process using a single order. Unlike project management software, APS software provides a full range of modeling and scheduling features that apply to both manufacturing and engineering. APS software provides high levels of coordination often lacking at ETO companies and helps those companies generate schedules that lower cost and improve delivery.
About the Author
Charles J. Murgiano is a principal with Waterloo Manufacturing Software. He has had more than ten years experience helping clients apply manufacturing decision support software. Mr. Murgiano received his MBA, Masters in Engineering in Operations Research and BS in Mechanical Engineering from Cornell University. Mr. Murgiano is active in the American Production and Inventory Control Society and is certified in production and inventory management by this organization.
More Information
This paper was published in APICS The Performance Advantage. The paper is being provided with compliments from Waterloo Manufacturing Software. For more information about Waterloo Manufacturing Software’s advanced finite capacity planning and scheduling system, TACTIC, or Mr. Murgiano’s other papers, contact:
Waterloo Manufacturing Software
P.O. Box 81264
Wellesley, MA 02481-0002
Voice: 781-237-2678
Fax: 781-237-9999
E-mail: sales@waterloo-software.com
Web: www.waterloo-software.com
About the paper
© Waterloo Manufacturing Software, All Rights Reserved. Printed in the USA.