Can You Use Help Implementing Lean?
Lean can help you achieve cost effective, on time delivery by properly simplifying shop floor operations and support systems. What is the best way to do so? This paper discusses strategies for:
- Using Lean to get closer to your customer and managing changes in customer orders
- Organizing your manufacturing plant in a way that maximizes Lean flow
- Simplifying manufacturing operations and managing production variability with Lean
- Using software to model the transition to Lean
Competitive Advantage Through Lean, APS, and Cost Effective – On Time Delivery
Charles J. Murgiano, CPIM, WATERLOO MANUFACTURING SOFTWARE
Introduction
Cost effective, on time delivery is a prerequisite for success in today’s increasingly competitive manufacturing environment. Companies that prosper will be able to closely match production with customer requirements while retaining the ability to react rapidly to change. This paper discusses a method for getting closer to the customer, effectively reacting to change, improving on time delivery, and ultimately improving the company’s competitive position. The method makes use of Lean manufacturing techniques to evolve to a more make to order manufacturing environment. The method then uses computer modeling of customer orders and capacity with Advanced Planning and Scheduling (APS) to make and keep delivery promises.
On Time or Else
It is no secret to manufacturing practitioners that the world in which they are operating is tougher and more competitive. Manufacturers are facing increased numbers of competitors not just from down the block, but from around the globe. Customers who are more demanding compound the situation. If a manufacturer can’t deliver product at the right price when the customer wants it, the customer will quickly choose another firm. While price has always been a key determinate in the purchasing decision, the emphasis on timely delivery is relatively new. Our fast paced society has led individual consumers to increase the time demands placed on the manufacturers who provide them with products. While the pressure for timeliness brought to bear by the individual consumer is significant, it is relatively small when compared to the time demands placed on manufacturers of components and subassemblies by their customers
Lean and JIT = Hold My Inventory
The intense delivery pressure on component and component assembly suppliers, in the author’s opinion, is due to the huge amount of publicity surrounding Lean manufacturing and Just-In-Time (JIT) techniques. This publicity has been fueled by the success of international manufacturers who are believed to make use of Lean and JIT scheduling. As U.S. manufacturers have attempted to quickly catch up to off shore competition, they have scrambled to make use of Lean and JIT. Unfortunately for suppliers, very often vendor programs have been the initial segment of Lean / JIT implemented.
Too often these vendor programs have been nothing more than attempts to wring immediate cost, quality and delivery improvements from suppliers. In many cases, end product manufacturers are significantly larger than their suppliers. Smaller component and sub-component manufacturers have had little choice but to “play ball” or lose business.
Significantly and quickly bettering delivery can help suppliers if the steps they take result in fundamental improvements in their business. Unfortunately, often the only way to meet the customer’s demands is to hold more inventory, or to outsource production. Holding more inventory or outsourcing can both result in increased costs and a gradual weakening of the supplier’s competitive position.
Get Closer to the Customer – and be Prepared for Change
The solution to the problem of cost effective on time delivery is, first of all, to get closer to the customer. If suppliers can sufficiently understand the needs of the customer, they have taken a significant step toward meeting those needs. The problem is that customers are notoriously fickle. Just when you think you know what they want, they change their minds. Or worse yet, never make up their minds in the first place.
Not only is there change in what the customer wants and when they want it, but also there is inherent variability in the supplier’s manufacturing processes. Machines break down, operators call in sick, vendors fail to deliver, and quality problems surface. While manufacturers can do much to cut down on this variability, problems will always surface, usually at the most inopportune times. Therefore, any plan to improve delivery has to be sufficiently flexible to account for change on the part of the customer, as well as to handle the variability inherent in manufacturing environments.
Simplify
A manufacturer’s first step in getting close to the customer, and increasing its flexibility to react to change, is simplification. Complexity in organization and in procedures tends to isolate a company from its customers. Staff members cannot help but focus inward, diverting valuable resources and energy from focusing on the customer. This complexity is inherently wasteful and incompatible with Lean.
Complexity also inhibits the ability to change quickly. Changes must go through organizational layers and must conform to procedures, slowing down the change process considerably. While organizations can simplify in a number of different areas, simplifications on the shop floor and in manufacturing systems, described below, can have the greatest impact on cost effective, on time delivery
Shop Floor Simplification – Lean, Customer Focused Manufacturing
Traditionally, shop floors have been organized and laid out functionally. Equipment that performs similar tasks is grouped together, in a manner shown in the Functional Manufacturing diagram.

All of the company’s lathes are organized into a lathe department. Raw material is issued to a manufacturing order and is turned. Turned components are then either held in a work in process buffer area or received into an inventory location. Turned components are then moved to the milling area (after an issuing transaction if they were received into inventory), milled, and moved to the next formal or informal storage area. The process continues until the product is completed, received into finished goods and, eventually, shipped to the customer.
There are a number of well-known problems with this functional layout. Typically, companies employing these layouts have not yet implemented many of the programs, such as set up reduction and total quality management, which are advocated by the Lean philosophy. Also, this layout typically means that product must travel long distances around the shop floor. Long set up and move times, as well as potential quality problems, often require manufacturers to produce in large lot sizes. These big lot sizes force manufacturers to build up large planned inventory buffers between functional departments. Functional layouts can also result in high levels of obsolescence, convoluted product flow, long lead times, poor quality, and high costs. All of this is wasteful and incompatible with Lean.
An alternative to the functional organization and layout can be seen in the Customer Focused Manufacturing diagram. All the equipment that produces like families of parts is organized into cells. When coupled with necessary Lean setup reduction, quality, and shop floor staff training programs, this layout results in simplified, streamlined operations. Manufacturing lot sizes can be decreased. Instead of sitting in buffer locations or being pushed around the shop floor, product flows through the cells. Work in process inventory can be maintained at the minimal levels required to keep production synchronized and parts moving.
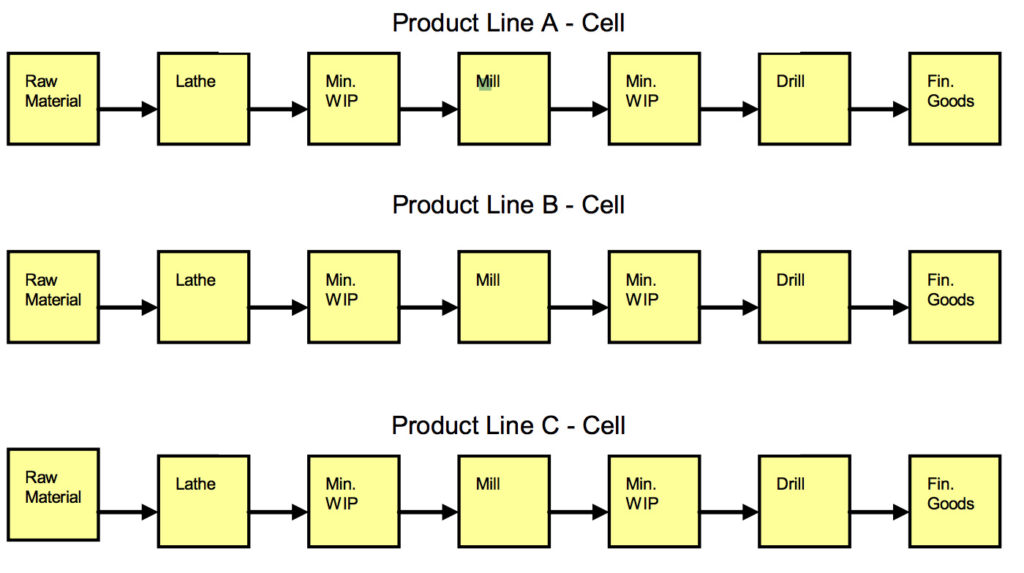
Since it allows staff to focus on the ultimate purchaser of the company’s products, not the department to which the product is going next, this layout has been called customer focused. Customer focused cells are an integral part of the Lean philosophy. In addition to decreasing work in process inventory, they also improve quality and reduce lead times.
While an important first step, customer focused cells are not a cure all. When cells are implemented, manufacturers often see a dilution of capacity as equipment and shop floor skills are split into smaller units. Also, often customers demand product in shorter lead times than can be achieved even through cells. Finally, no matter how well organized and managed the shop floor is, customers will still change their minds. With reduced buffer inventory and possibly lessened capacity, customer changes can result in significantly worse, not better, delivery. Manufacturers must strive to get better use out of their cells or resort to adding costly capacity or finished goods inventory.
Systems Simplification
Customer focused cells make possible simplified and streamlined systems that match the improvements on the shop floor. These simplified systems make even greater closeness to the customer a reality. Once customer focused cells are in place, manufacturers can simplify both routings and bills of materials. Since product flows are more standardized, focused cells mean that fewer material handling and alternate routing steps are required. Also, with less in process inventory locations, receipts to stock likewise can be eliminated from routings. With fewer components held in stock, it is possible to eliminate levels from bills of materials. Fewer levels mean components and parents can be produced on the same simplified routing. This means that ultimately a single production requirement can express demand for an item start to finish.
Make to Order
Customer focused cells and simplification of routings and bills of material allow production requirements to be matched directly with customer orders. Operating in such a make to order environment can have significant benefits. All production is earmarked for a particular customer, excess waste (inventory) can be removed from the system, and an extremely close linkage between manufacturing and the customer achieved.
Manufacturing knows exactly how performance on a particular order will impact the customer. This knowledge allows manufacturing to better concentrate on meeting customer needs.
Clearly, evolving to a make to order environment will highlight delivery problems. However, producing to customer order will not in and of itself improve delivery. Since under Lean, buffer inventory is typically kept to a minimum, evolving to a make to order environment, especially if there is rapid change, may make delivery problems even worse. More help is clearly required.
Computer Modeling of Orders, Capacity and Delivery
The increased simplification and evolution to a make to order environment under the Lean philosophy allows manufacturers to get close to their customers. However, in most manufacturing environments, where rapid and significant change is common, this is not enough. Manufacturers need a tool to help them manage change in their businesses. This tool can help both as companies evolve to Lean and after much of Lean is adopted.
This paper proposes computer based advanced planning and scheduling (APS) with finite capacity capability as a tool to help manufacturers manage change and achieve cost effective, on time delivery. It first describes how capacity limitations impact delivery and thus make advanced finite capacity planning and scheduling valuable. It then discusses how the what-if capability of advanced finite capacity planning and scheduling can help manufacturers manage the change inherent in their business. Both of these steps are described in the sections below.
How Capacity Limitations Impact Delivery
In real world manufacturing plants, capacity is limited, or finite. When a plant is working on one requirement for production, often other requirements must wait their turn, resulting in late customer delivery. In simplified, make to order environments, it is possible to gage the impact of any single customer order on capacity. Companies have the capability to perform Master Scheduling analysis with actual customer orders and commit capacity at the point of order entry. Given available capacity and other existing customer orders, it is theoretically possible to come up with a highly accurate estimate of when a newly added customer order will be completed.
Accurate estimates of customer order completions are extremely valuable, competitiveness enhancing data. Without this information, companies will either quote overly optimistic or pessimistic lead times. Quote overly optimistic lead times and fail to delivery, and your dissatisfied customer is likely to turn to the competition. Quote overly pessimistic lead times, and you might never get a shot at the business
The What-if Capability of Advanced Finite Capacity Planning and Scheduling Software
In a simplified, make to order environment, it is theoretically possible to consider capacity limitations and generate schedules with accurate order completion dates. However, scheduling manufacturing plants of any size is very computation intensive. Therefore, it is rarely feasible to schedule manually. Even in situations where manual scheduling is possible, the sort of change that is frequent in manufacturing environments quickly invalidates the schedules. Therefore, any approach that seeks to generate finite schedules must be able to handle large numbers of calculations quickly and be able to easily react to changing circumstances on the shop floor.
Advanced finite capacity planning and scheduling software can quickly generate detailed schedules. Even more importantly, the software often contains easy to use What-If features that allow changes to be made at any point in the scheduling process. What-If features have a number of important benefits.
First, they allow scheduling staff to use their intuition and knowledge of the operation to develop and save unlimited numbers of alternative schedules. The software typically provides feedback in graphic and report based formats that allow staff to compare alternatives and then pick the best option.
Second, they afford schedulers an opportunity to easily and quickly capture the rapid changes that are so common in manufacturing environments.
Some typical What-Ifs that may be undertaken with advanced finite capacity planning and scheduling scheduling software are:
- There is a shop floor problem such as a machine breakdown, a material shortage or operator absenteeism. What-if analysis can help staff to schedule around the problem to minimize disruption
- A customer changes order requirements such as quantity, due date or part number. What-if analysis can help staff accommodate the change and reduce the impact on other orders.
- An important customer will place a large order if the company can guarantee delivery in less than the standard lead-time. What-if analysis can help staff promise delivery and incorporate the new order into the schedule while reducing impact on other orders
- The organization is considering shop floor changes such as new machinery, more shifts, additional products, or different vendors. What-if analysis will show how the changes will affect performance measures such as lead-time and machine utilization
Benefits
At a minimum, the approach discussed in this paper will help companies deliver more of their product to their customers and to deliver it on time. Notwithstanding, the additional benefits received can be immense. Huge profit increases and dramatic improvements in competitive position have resulted from making use of the method described. The approach has helped companies:
- Cut direct material costs due to better scheduling of production and therefore better scheduling of raw material purchases.
- Reduce direct labor and outsourcing costs because of more efficient shop floor operation, better scheduling of overtime, and better-planned use of outside processing.
- Decrease finished goods and work in process inventory costs through better ability to control and handle internal and customer order change.
- Cut labor costs required to generate schedules due to computer automation.
- Reduce expediting and premium transportation costs due to better scheduling and management of existing resources.
- Avoid unnecessary capital expenditures because of increased throughput.
- Increase sales and competitive position through better on time delivery, shorter lead times and lower costs.
Summary
This paper has discussed a method for improving cost effective, on time delivery. The method involves using Lean manufacturing techniques that eliminate waste and allow companies to get closer to their customers. Unfortunately, with this closeness comes a greater susceptibility to the disruptions which invariably occur in manufacturing environments.
Computer based advanced finite capacity planning and scheduling can help to manage this closer relationship despite unforeseen change. The benefits of simplified operations and systems coupled with advanced finite capacity planning and scheduling can be significant, greatly enhancing the company’s competitive position.
About the Author
Charles J. Murgiano is a principal with Waterloo Manufacturing Software. He has had more than twenty years experience helping clients apply manufacturing decision support software. Mr. Murgiano received his MBA, Masters in Engineering in Operations Research and BS in Mechanical Engineering from Cornell University. Mr. Murgiano is active in the American Production and Inventory Control Society and is certified in production and inventory management by this organization.
More Information
This Paper is being provided with compliments from Waterloo Manufacturing Software. For
more information about Waterloo Manufacturing Software’s advanced finite capacity planning and scheduling system, TACTIC, or Mr. Murgiano’s other papers, contact:
Waterloo Manufacturing Software
P.O. Box 81264
Wellesley, MA 02481-0002
Voice: 781-237-2678
Fax: 781-237-9999
E-mail: sales@waterloo-software.com
Web: www.waterloo-software.com
About the paper
© Waterloo Manufacturing Software, All Rights Reserved. Printed in the USA.