IS MRP 4U?
You are planning to purchase new manufacturing software, and you are considering an ERP / MRP system. Will you get all you hope for from ERP / MRP? This paper can help you make the right choice by exploring:
- That MRP is indisputably valuable to make-to-stock companies in complex environments with deep bill of materials
- How MRP logic can obscure important visibility to customer requirements
- The production environments where Advance Planning and Scheduling should be used to replace or augment MRP
Is MRP for You?
Andrew R. Gilman, WATERLOO MANUFACTURING SOFTWARE
Introduction
In some environments, MRP can hinder companies from reducing costs and satisfying customers. For companies trying to produce more to customer requirements than to stock, an alternative to MRP exists.
Competitive pressures are driving manufacturers to compress lead times, cut inventory, increase asset utilization and reduce costs. Historically, companies have relied on MRP for help. MRP is indisputably valuable to companies with deep bill of materials that operate in make to stock environments. However, the MRP logic managing this complexity obscures important visibility to customer requirements. In some environments, MRP can actually hurt competitiveness. Many companies can benefit from an alternate approach that considers finite production capacity, simplifies product structures and directly considers customer orders.
Companies with little to gain from MRP
Companies with the least to gain from MRP have simple material problems that are not well served by MRP. They are often suppliers to other manufacturers and produce products that are specific to a single customer. These companies expect their customers to continue to order the product at regular intervals for the foreseeable future.
Companies with the least to gain from MRP also typically have flat or shallow bill of materials. They use a few common materials for all their products, or the required materials are readily available with a very short lead-time.
While these suppliers don’t face complex material planning problems, there are other significant challenges facing their businesses. These companies often operate in environments where on time delivery and effective management of resources (inventory, machines, tooling and people) is crucial. MRP does very little to help in these areas.
Though these companies often have gross order commitments from their customers, the timing and quantities of orders will change frequently. Often these changes will occur within manufacturing lead times. No matter the level of change, customers still expect suppliers to deliver on time.
There are two general strategies for dealing with short lead times and frequent change. Suppliers can either build ahead in anticipation of customer requirements, or they can try to make to order. Building ahead often results in costly excess inventory. Producing strictly to order often results in costly excess set up, overtime, outsourcing, and premium freight. In most environments, satisfying customers at the lowest possible cost requires combining elements of both strategies. Unfortunately, this is easier said than done.
Visibility and information are key
The key to appropriately matching production with customer requirements is information that will allow suppliers to better manage the shop floor. This information will yield visibility of the capacity that is needed to make realistic delivery commitments. It will provide ongoing visibility of when each order will be complete. When there is an order change or a problem on the shop floor, there will be visibility of how a proposed corrective action will affect other orders. Therefore, rather than building inventory for the worst case, the suppliers will do so only when it is more economical than actions they can take to adjust capacity.
Many of these suppliers have invested in information systems for manufacturing planning and control. Most often, the core planning and scheduling system is MRP. In fact, MRP is often positioned as being an adequate solution for these businesses. But, the pressures of increased competition are proving MRP inadequate for providing the visibility needed by these companies. There are three fundamental problems with MRP that interfere with visibility.
- MRP plans items, de-coupling customer orders from shop orders.
- MRP uses fixed lead times. It does not calculate lead times.
- MRP only recognizes inventory to indicate completion of a customer order.
MRP plans items
MRP is built on a model of receipts and requirements for an item or part number. This concept is important for handling products with deep bills and many common components. But for simpler products, those that most effectively can be described with a single routing, the item orientation serves to de-couple customer orders (requirements) from shop orders (receipts). To identify which customers are affected by a delayed shop order, human intervention is required.
The MRP system does not reflect the changes on the affected customer order. It only provides action messages indicating that supply and demand are out of phase.
A number of fairly common MRP practices cause the relationship between customer orders and shop orders to become very disjointed. For example, it is common to aggregate orders for common parts. This reduces paperwork by releasing one shop order in place of many.
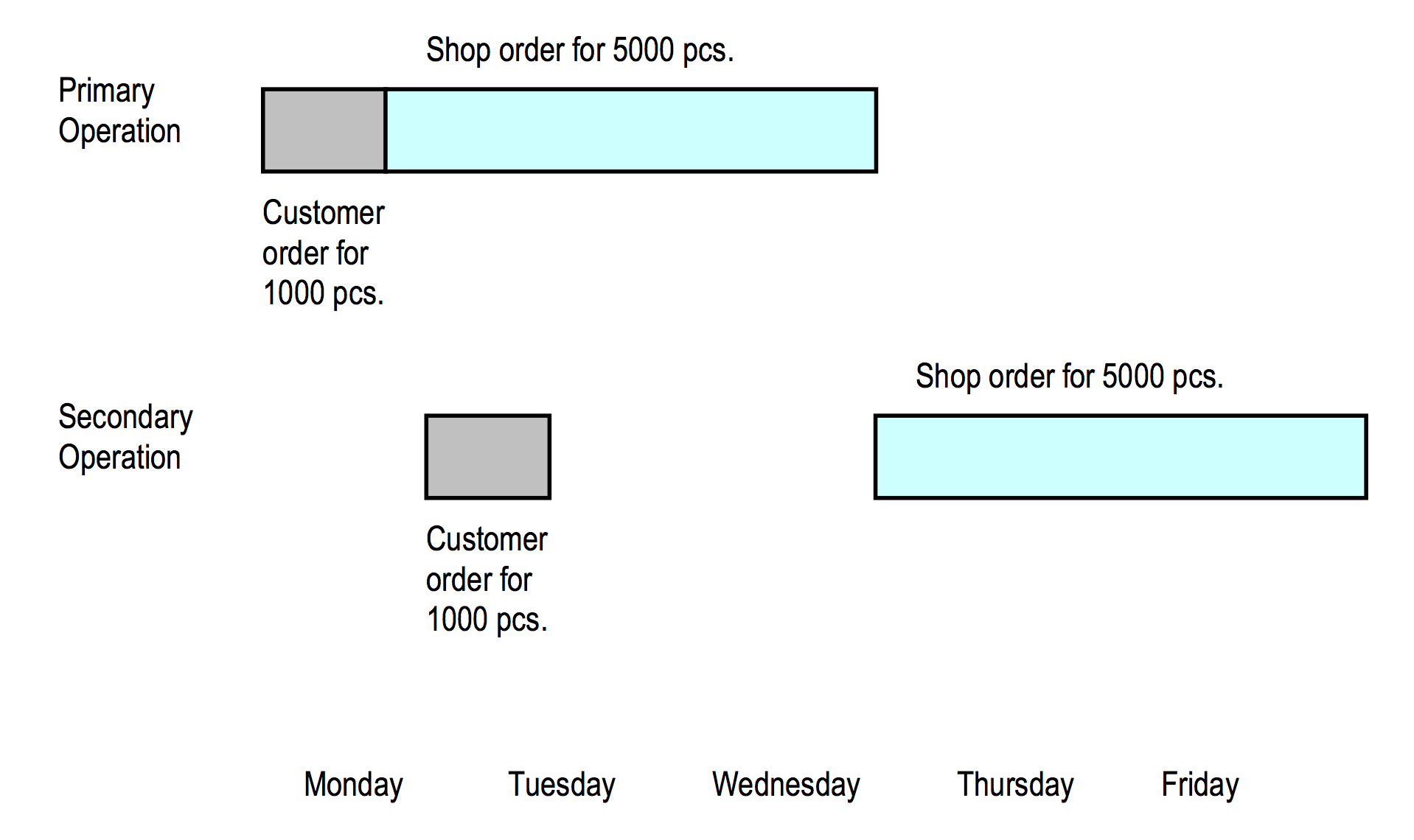
Aggregation also serves as a means to communicate to the floor that a large quantity of pieces should be run together. This is usually an attempt to run an economical lot size driven by the setup requirements of a primary operation in the part’s routing. Once the parts have been completed at this operation, the need to maintain the lot size is gone. Shop order integrity becomes lost as sub-lots are expedited through the remaining steps to satisfy customer orders.
Because of aggregation, MRP does not accurately reflect what is really happening. MRP expects a receipt for the shop order quantity after a lead-time appropriate for this large quantity. In reality, and as shown in the diagram below, customer orders can be shipped significantly earlier than MRP predicts.
The alternative is to try to plan lot-for-lot, creating a shop order for each customer order. The benefits of this practice typically deteriorate when, for example, a customer increases his order after work has started. The normal practice is to launch a new shop order to cover the additional requirement. Now, with two shop orders involved, it is more difficult to see the status of the customer order
Likewise, if the customer reduces his order once production has begun, some other customer order will receive the overage. The follow-on customer order will therefore be represented by more than one shop order.
Finally, MRP can only provide direct visibility for those customer orders that are already in stock. Those customer orders that are in production, or are yet to be started, are obscured by their indirect relationship to the shop orders. If anything, this lack of visibility provides an incentive to build inventory.
MRP uses fixed lead times
In MRP, the planned receipts (completions) for a manufactured item are based on fixed lead times. The planned lead-time is an input to the system, not an output. No mechanism exists in MRP to automatically adjust the planned receipt dates based on the limitations of capacity on the shop floor.
The scheduler is left to his or her own devices in estimating feasible due dates for shop orders. Once these due dates have been computed and entered, the system can only produce messages to indicate imbalances in supply and demand. As noted, further investigation is then required to determine which customer orders will be affected
The most impractical aspect of this procedure is that if a delivery problem is identified, some action will be taken to ensure the delivery. To evaluate the effect of the proposed action on other orders requires re-computing some or all of the due dates. In addition, the procedure will have to be repeated to see the effect of any significant order changes or problems (downtime, material shortages, etc.).
Not only does MRP inhibit visibility of customer orders, it does not assist in scheduling shop orders within the finite capacity of the plant. MRP lacks the key functionality needed to accurately predict completions. Visibility of order completion is the most important piece of information required to eliminate unnecessary inventory.
MRP only recognizes inventory
An important strategy for increasing visibility and improving responsiveness is to simplify. Many suppliers have a product structure that can be described with a single routing. Others could simplify their product structure, but have not, due to complications imposed by the use of MRP. The MRP orientation of planning items serves to deepen the bill of material. It also makes things more complex. When products can be expressed with a single routing, it is easier to schedule customer orders as shop orders.
Consider the example of two customer orders, each for a different end item. Both require two routing steps. After the first step, the products are interchangeable. The second step makes them unique end items. Suppose 100 pieces have been completed for the first order, which is due first. Then suppose that the first customer calls and delays his order. Now the second order is due first. Out on the floor, the parts originally run for the first item are completed as the second item and shipped on time.
For MRP to handle this situation, each product would have to be represented by a two-level bill. The common first operation would be a separate part number (and routing of 1 step) itself. The two end items would each have a bill of materials requiring one piece of the common part number. Three or four shop orders would be required instead of two.
Until sufficient pieces of the lower level item are received to stock, the customer’s orders are only represented by planned orders. The shop floor control module provides no visibility on how close to complete the customer orders actually are, because according to MRP, they have not yet been started. An inquiry on all three items, plus a shop floor control inquiry (and a calculator), is needed just to determine the actual status of the customer’s order.
The situation is far simpler with only one-level in the bill and two part numbers (the end items), each with two routing steps. The problem is that MRP will not transfer the parts completed on the first operation from one order to the other, in response to a customer change. It will only reallocate production to a customer order when an inventory transaction has been made. As we have seen, this requirement increases complexity and reduces visibility of the outstanding customer commitments.
An Alternative to MRP
The difficulties described above cause many suppliers to use MRP as no more than an accounting system. It receives and disburses material, maintains inventories, launches shop orders and accumulates costs against them.
The planning of purchased material, normally the most valuable aspect of MRP, is not particularly helpful to them either. A good material plan for these companies cannot be built around the fixed production lead times assumed by MRP, it must be built around the date at which capacity exists to produce the order. Using fixed lead times will either bring material in too early or too late.
By abandoning MRP, there are significant opportunities for suppliers to offer competitive lead times without overspending on inventory or capacity. Increasing visibility of customer orders and capacity are the keys to improvements.
One new approach involves three main concepts.
- Simplify product structures so that most products can be described with a single routing.
- Schedule with a finite capacity model.
- Schedule customer orders directly, without MRP aggregation.
Simplify product structures
Simplifying product structures so that most products can be described with a single routing requires several key business features:
- First, a flexible structure is needed to describe operation precedence within the routing. This allows independent branches to exist in the routing, for example, two components machined independently that are assembled later in the routing.
- Second, it must be possible to specify purchased component requirements on any operation of the routing. This allows the routing to also serve as a bill of material for planning purchased items.
- Third, each operation must be allowed to have a part number different than the end item part number. This allows re-allocation to partially completed parts among customer orders for different end items that are interchangeable at earlier steps in the routing
Schedule with a finite capacity model
They key to having visibility of capacity and anticipated order completions is a realistic schedule. Finite scheduling can depict the effect that order changes and shop floor problems have on other customers. It can provide an accurate view of future capacity and inventory so that realistic customer commitments can be made. Finally, it can provide a better basis for ordering raw material by using scheduled start times instead of fixed lead times.
Schedule customer orders
Customer orders should be scheduled directly without MRP aggregation. This provides constant visibility of how changes may affect an order. In addition, the finite schedule should be built with customer orders for as far out as possible. Stock orders can be scheduled in place of expected future orders. However, these should be broken down into customer orders as soon as they are received. If several customer orders are to be grouped for the sake of machine efficiency, this should be handled by the scheduling procedure, not by aggregating them into one order, as with MRP.
Provide customer focus
This three step alternative approach to MRP makes the customer order the central focus. The status of the order is visible at a glance due to:
- All required operations being shown as part of the order, not some lower level item.
- Work completed against an operation being reallocated to the customer order that most needs it.
- Un-started operations having realistic completion dates because they have been calculated with finite capacity.
Is MRP for you?
The pressures of increased competition will challenge the planning and scheduling methods of all firms. Some companies that have been successful with MRP will seek improvements without changing its fundamental structure. Other firms that have received little benefit from MRP may benefit from adopting the three step alternative approach.
Prime examples are component suppliers that make customer specific products, with a flat product structure. Their needs are to improve visibility of capacity and customer orders so that they can make and meet delivery commitments with the least inventory and costs. A new paradigm, focused on the customer order and the management of capacity, can offer them real potential for a competitive advantage.
About the Author
Andrew Gilman is currently a principal with Waterloo Manufacturing Software. He has over ten years experience helping clients with software for interactive decision support, simulation and scheduling. Mr. Gilman holds a B.Sc. degree in Operations Research from Cornell University.
More Information
This paper was published in APICS The Performance Advantage. It is being provided with compliments from Waterloo Manufacturing Software. For more information about Waterloo Manufacturing Software’s advanced finite capacity planning and scheduling system, TACTIC, or Mr. Gilman’s other papers, contact:
Waterloo Manufacturing Software
P.O. Box 81264
Wellesley, MA 02481-0002
Voice: 781-237-2678
Fax: 781-237-9999
E-mail: sales@waterloo-software.com
Web: www.waterloo-software.com
About the paper
© 2009, Waterloo Manufacturing Software, All Rights Reserved. Printed in the USA.