Challenging Old Assumptions with Lean Scheduling
Joseph Corso, Tibor Machine Products
Introduction
The management of Tibor Machine Products had realized that if the company were to prosper in an increasingly competitive marketplace, it would have to reevaluate the way it did business. Practices and procedures that had worked well in the past would be critically examined to see if they made sense in today’s environment.
Based on Tibor’s business review, a plan to significantly transform the company began to take shape. Changes would be made to the choice of markets in which the company competed, the way it served its customers and the way it manufactured its products. Tibor’s staff knew they needed help in managing and implementing this change. One of the tools they turned to was lean scheduling software from Waterloo Manufacturing Software.
The challenge
Based in Chicago Ridge, IL and founded in 1968, Tibor had grown to a company of approximately 150 people through attention to the basics and a focus on the customer. The company prides itself on providing machined components to its customers to print, on time, and at the best possible price. Despite its track record of success, the company’s management knew that it couldn’t rest on its laurels. Continuous improvement would have to be made to ensure the company’s continued growth. Tibor’s management began pursuing two strategies to realize this growth, the first in marketing and the second in manufacturing.
The first strategy pursued by Tibor’s management was a drive to enlarge and diversify its customer base. Throughout its history, the majority of Tibor’s production was turned hydraulic components, which were sold to a single manufacturer of earthmoving and construction equipment. Not only was the strategy of concentrating on a single customer risky, but it was also hindering Tibor’s growth opportunities. Therefore, while maintaining existing volumes in its core business, Tibor began actively to develop new customers and new markets.
Before Tibor expanded its marketing efforts, the company operated in a relatively stable environment. The company tended to make the same part numbers over and over again in a repetitive fashion.
Part routings were well understood and lead-times were consistent. However, as Tibor’s new marketing focus began to pay off, new and different manufacturing problems arose.
Tibor’s new customers had unique requirements. Product routings became longer and more complex, and for the first time, Tibor’s staff had to manage significant production sent outside for processing. Also, these new and varied customers no longer placed orders in stable patterns. There were peaks and valleys in the demands placed on Tibor’s plant. In addition, the new customers were often not content with Tibor’s standard lead-times. They wanted product more quickly than the company was used to providing. As the volume of new business increased, it became obvious to Tibor’s materials management and scheduling staff that they needed to do something to handle the changing demands facing their operation.
The second strategy pursued by Tibor’s management was an effort to bring its manufacturing operations up to “World-Class” levels. At Tibor, World-Class manufacturing means being extremely responsive to customer needs, while driving costs to their absolute minimum. Tibor hoped to reach World-Class status through making manufacturing extremely flexible by reducing setups, by decreasing lead-times, and by reducing lot sizes to the lowest levels practical.
Becoming a World-Class manufacturer would clearly help Tibor’s staff deal with the problems associated with higher production volumes and the demands of a new and varied customer base. However, it was obvious that while Tibor had an effective manufacturing operation, it would be impossible to achieve the company’s stringent World-Class standards overnight. Therefore, Tibor’s staff needed a tool that would allow them to deal with the challenges of today’s increased business, while helping them move down the road to World-Class status tomorrow.
A finite solution
Tibor’s master scheduler believed that better capacity management in general, and advanced finite capacity planning and scheduling in particular, could help the company meet its new challenges and also help them evolve to World-Class status. Together with the materials manager, he began searching for an appropriate commercially available software package. They decided that the software package had to meet two main criteria.
– First, it had to easily integrate with Tibor’s existing information systems.
– Second, the software had to leave the scheduler firmly in control of the scheduling process.
Tibor has invested significant time, effort and money in its existing business system. Initially, this investment was made in implementing the business system and training Tibor staff in its use, and, over time, in maintaining the data it contains. While the business system system has no finite capacity scheduling capability, it has proved to be extremely valuable to Tibor in other areas. Given the investment made and the value of the system in non-scheduling related areas, the company had no desire to tear the business system out and start over. Therefore, any advanced finite capacity planning and scheduling software solution would have to complement Tibor’s existing business system.
Based on past experience with computers and software in their production environment, Tibor’s staff was convinced that attempting to rely totally on the computer to perform the scheduling function would not work. Tibor’s staff firmly believes that people make better decisions than computers, and that most “bad” conclusions come when people are forced to decide without sufficient information.
Therefore, any advanced finite capacity planning and scheduling software package would have to quickly generate schedules and present scheduling data in an easy to understand format. Based on their knowledge and their analysis of the scheduling data presented by the software, Tibor’s staff wanted to make modifications to the data (perform what-ifs) and quickly regenerate a schedule. After performing and comparing multiple what-ifs, Tibor’s staff wanted to be able to compare alternate schedules and pick the one which best met the organization’s needs.
After reviewing commercially available packages, Tibor decided to purchase TACTIC, an advanced finite capacity planning and scheduling system developed, supported, and marketed by Waterloo Manufacturing Software of Wellesley, MA. TACTIC can operate standalone or it can integrate with existing business systems through a generic file transfer format. The software allows schedulers to perform multiple scheduling what-ifs quickly and to use its graphics and reports to make the best scheduling decisions.
The initial integration blueprint
After examining TACTIC in detail, Tibor’s master scheduler and materials manager developed a vision of what they wanted from the software. At this point, they involved Tibor’s data processing staff in addressing integration issues. Due to internal constraints, they decided to contract Systems Group Incorporated (SGI) to integrate TACTIC and the business system.
 Six weeks before TACTIC training was scheduled, Tibor, Waterloo Manufacturing Software and SGI met to draft the following blueprint for the use and integration of TACTIC and the business system.
Six weeks before TACTIC training was scheduled, Tibor, Waterloo Manufacturing Software and SGI met to draft the following blueprint for the use and integration of TACTIC and the business system.
The implementation blueprint is a highly pragmatic document. It does not specify that Tibor automate tasks that are best done manually or that the company too quickly computerize data flows that had worked well in a manual mode for years.
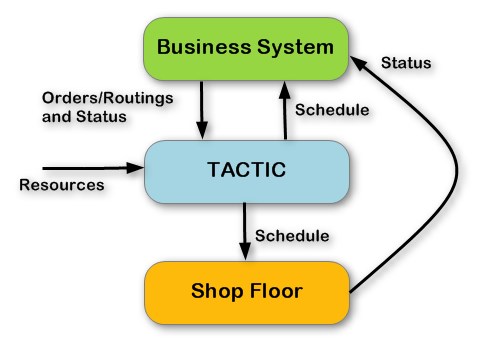
For instance, in Tibor’s case, there are relatively few resources (approximately 100 machine tools) to be scheduled. Therefore, the blueprint calls for the resources to be typed into TACTIC manually. Also, since the business system was implemented, Tibor’s staff had done an excellent job entering production completion, or status, data into the business system. The blueprint calls for this task to continue to be performed manually, and only over time for Tibor to automate production reporting with bar coding. Finally, the company feels it is advantageous for the scheduling staff to have a high degree of interaction with the shop floor. Therefore, it does not plan to automate the transmittal of schedules to the shop floor, but instead to rely on standard, printed TACTIC dispatch reports.
Where the data to be transmitted is large in volume or repetitive in nature, the blueprint calls for information flows to be automated. For instance, Tibor’s business system generates a significant volume of manufacturing orders (requirements for a specific quantity of a particular part number by a specific date). As shown in the blueprint, after being associated with routing steps from a routing database also held within the business system, these orders are transferred to TACTIC. Also, after typing production completion data into the business system, Tibor saw no reason to type the data again into TACTIC. Therefore, the blueprint calls for reporting data to be transferred from the business system to TACTIC.
The final automated data flow specified in the blueprint, but not to be implemented immediately, is of schedule data from TACTIC back to the business system. This flow will contain the projected start date of orders based on the real availability of capacity. The business system will use this data to help in the Just-In-Time purchase of raw material.
Training and pilot implementation
Prior to the TACTIC training, SGI was able to complete all data transfer file creation tasks to support the automated transfer of data. After the data flows were completed, Tibor’s scheduling staff received five days of training and application assistance from Waterloo Manufacturing Software. The first three days consisted of instructing the scheduling staff on the function and features of the software, debugging the data flows, and development of operational procedures for the use of TACTIC with the business system. Also, in this session, an area of the plant in which to pilot TACTIC was chosen.
Two weeks later, an application consultant from Waterloo Manufacturing Software spent the remaining two days on site. At the end of this period, all data transfer was fully functional, the operational procedures were being followed, and TACTIC was up and running in the pilot area.
Tibor chose to pilot TACTIC in its chucker department. This department was chosen for a number of reasons. First, the foreman of the department was extremely knowledgeable and very eager for his department to be scheduled better. Second, the chucker department was the most stable area in the plant. The chucker department’s long run sizes and consistent orders would mean that it would be the easiest to schedule.
Tibor’s staff started out with a preliminary review of the chucker department’s routing and work center data. Scheduling staff knew that this data had previously only been used for high-level analysis, and that scheduling required it to be accurate at a finer level of detail. As expected, the preliminary review revealed that the data was not accurate enough to support detailed scheduling.
Tibor’s staff spent a few days fixing the most glaring data problems, and then immediately began scheduling. They did not attempt to totally clean up their data for two reasons. First, in a manufacturing environment, the scheduling staff knew that if you wait until everything is perfect to begin a project, you will never get started. A strategy of continuous improvement is much more productive. Second, in many instances, Tibor’s staff was not 100% sure exactly where the data inaccuracies lay. They planned to use feedback from TACTIC to highlight data problems so that they could be fixed.
TACTIC indicates data problems by providing estimated work completion dates based on the data entered into the routings. When work was completed significantly earlier or later than called for in TACTIC, Tibor investigated to see if there were data problems. Once identified, these problems were quickly fixed. After eight weeks of part time effort by the master scheduler, the data had been cleaned up and TACTIC was generating highly accurate schedules for the chucker department. Once TACTIC had been proven in the chucker department, Tibor began to spread the use of TACTIC throughout the plant.
People issues
Once Tibor’s scheduling and materials staff began to issue schedules to the plant outside of the chucker department, they ran into some skepticism on the part of shop floor staff. Manufacturing personnel were concerned that TACTIC would spit out schedules which didn’t make sense, and which they would then have to meet. Scheduling staff dealt with the situation a number of ways. First, they reiterated Tibor’s policy that people, not computers make decisions and that none of the schedules generated by TACTIC were cast in concrete. Second, they made it clear that TACTIC was only a tool; it wasn’t going to change any of Tibor’s goals, it was just going to make the goals easier to achieve. Third, the master scheduler was highly accessible to plant floor staff and made a point of reviewing with them the schedules generated by TACTIC.
Tibor’s plant floor staff reacted positively and met with the master scheduler with their concerns regarding schedules generated by the software. Manufacturing staff soon understood that TACTIC was flexible enough to incorporate their suggestions and realized that with their assistance, TACTIC schedules could be extremely accurate. Once the value of TACTIC was demonstrated, they actively wanted to help. With manufacturing fully part of the implementation team, no significant problems were encountered as the use of TACTIC was extended to the rest of the plant.
Getting the most from the lean scheduling software
As TACTIC was successfully being implemented throughout the facility, scheduling staff began to use the software in new and creative ways. Initially, TACTIC had been used as a short interval scheduler. Only released orders were transferred to the software. Generally, the shop floor would begin to work on these orders over the next week or so. Scheduling staff realized that the software also could be used as a long-range tool and could help with a lot of the master planning tasks.
In order to easily implement long range planning, Tibor’ staff made use of the software’s capability to have multiple “factories” or scheduling models. Into one TACTIC factory were loaded only released orders. Due to the relatively small number of orders, when what-if changes were made, their impact could be seen very quickly. Into another TACTIC factory both released and planned orders, over a six-month horizon, were loaded. Scheduling with this factory allowed Tibor’s staff unprecedented visibility into the future. Tibor used the software to make “long term” decisions such as manpower planning and to gain insight into equipment acquisition.
As Tibor’s staff became more adept with TACTIC, they saw patterns develop in the way they interacted with the software. Scheduling staff took advantage of these patterns through TACTIC’s macro capability.
For example, a macro allows production-reporting data entered into the business system on the second shift to be transferred to TACTIC in the early morning hours. The macro also allows preliminary schedules to be generated, saved and available for review when scheduling staff arrives in the morning. These macros did not replace the human intervention and analysis, which had made TACTIC a success at Tibor, but automated a lot of the repetitive tasks so that staff could get the most from their interactions.
At the time of the writing of this article, Tibor’s staff is in the process of further extending the benefits of TACTIC to the purchasing department. As in many manufacturing plants, to prevent shortages, Tibor sometimes brings in raw material before it is actually needed. However, the schedules generated by TACTIC have proved to be highly accurate at Tibor. With a high degree of confidence, Tibor’s staff can predict when manufacturing orders will start and therefore when they will need material. The company plans to transfer these scheduled start dates back to the business system, which will communicate to the purchasing department exactly when raw material is required. Once this link is complete, Tibor feels it truly can achieve Just-In-Time purchasing.
Benefits
Many companies judge whether or not an investment has been successful by the hours of labor it has saved. Tibor feels it would be wrong to apply these criteria to TACTIC. TACTIC has increased the workload of Tibor’s scheduling and materials departments, but the staffs in these areas have welcomed the change. Implementing and using TACTIC has been a challenging, satisfying and fulfilling experience, and has paid off in much more than labor hours saved.
Prior to TACTIC, scheduling staff spent their time maintaining the status quo. Since TACTIC has been installed, the situation has changed dramatically. The staff gets to use their analysis skills on the information that TACTIC presents to them. Rather than guessing based on incomplete information, they can make informed decisions and recommendations. The impact of these informed decisions on Tibor’s business has been significant.
TACTIC has helped Tibor manage a large reduction in lot sizes. Smaller lot sizes have led to less work in process inventory and shorter lead times. TACTIC has also helped Tibor spot bottlenecks in its plant and to take the appropriate corrective action. Some of the corrective action has been judicious use of outsourcing, alternate routing decisions, and better use of overtime. Better overtime planning has not only saved Tibor money, now the company rarely works unnecessary overtime, but has helped improve relations with shop floor staff. With the visibility provided by TACTIC, management can give staff notice of when overtime will be required, eliminating last minute pressure to work and allowing staff to plan their personal lives.
TACTIC has also improved teamwork among Tibor’s managerial and professional staff. Doubt that a particular decision is correct often keeps an organization from aggressively moving forward. With TACTIC, Tibor’s staff can see the impact of what-if decisions before they are implemented, enhancing organizational buy-in and teamwork.
Also, TACTIC has improved Tibor’s relationships with customers. TACTIC has helped the company increase the level of its on time delivery, and, with the help of the software, Tibor can now make delivery promises to its customers that it can keep. The company feels the trust and confidence that grows from keeping promises to customers is crucial to any business’s growth.
Finally, and maybe most importantly, TACTIC has helped Tibor embark on new directions and realize the strategic vision of its management. With the help of TACTIC, Tibor’s manufacturing operation has been able to handle the increased and varied business generated by an aggressive program to expand the company’s markets. With the help of TACTIC, Tibor’s manufacturing operation has made significant progress on the path to World-Class status.
About the author
Mr. Joseph Corso is the master production scheduler at Tibor Machine Products. He has over 10 years experience with Tibor Machine Products.
About the paper
This Paper was published in APICS The Performance Advantage. It is being provided with compliments from Waterloo Manufacturing Software.
© Tibor Machine Products, All Rights Reserved.